隨著近年縫制工業(yè)的發(fā)展,高速工業(yè)平縫機(jī)以其自動(dòng)化程度高、操作簡單以及能大幅度提高縫制效率,逐步取代傳統(tǒng)的機(jī)械式縫紉機(jī)。目前我國對(duì)工業(yè)縫紉機(jī)的需求巨大。高速工業(yè)平縫機(jī)的主要技術(shù)難點(diǎn)在于快速的停針控制,由于縫制工藝的特殊性,一般要求在300~8000r/min速度范圍內(nèi),控制在3圈內(nèi)停針,并且停針精度在±5mm內(nèi)。這樣對(duì)停針控制算法有較高的要求,因此對(duì)提供給控制算法的速度參數(shù)精度要求較高,本設(shè)計(jì)要求速度測量誤差不大于O.5%。
1無刷直流電機(jī)的速度測量
速度測量的方法有很多種,如霍爾轉(zhuǎn)速傳感器、測速發(fā)電機(jī)、光電式轉(zhuǎn)速傳感器、感應(yīng)式轉(zhuǎn)速傳感器和旋轉(zhuǎn)變壓器式轉(zhuǎn)速傳感器等。在工業(yè)平縫機(jī)中,用的比較多的是增量式光電編碼器,它不但可以檢測電機(jī)的轉(zhuǎn)速,而且還可以測定電機(jī)的運(yùn)動(dòng)方向,增量式光電編碼器的工作原理是:在刻度盤上均勻分布著一定數(shù)量的光電孔,當(dāng)光透過光電孔的時(shí),光敏傳感器產(chǎn)生邏輯“1”信號(hào);當(dāng)發(fā)光二極管被遮住時(shí),光敏傳感器產(chǎn)生邏輯“0”信號(hào)。如此,兩個(gè)光敏傳感器會(huì)產(chǎn)生A,B兩路相位相差90°的正交信號(hào)。
通過檢測光電編碼器輸出的脈沖,可以計(jì)算出平縫機(jī)的速度。通過選擇不同的光電編碼器,電機(jī)旋轉(zhuǎn)一周可以產(chǎn)生不同的不同個(gè)數(shù)的脈沖信號(hào)。這里假設(shè)電機(jī)旋轉(zhuǎn)一周產(chǎn)生的脈沖數(shù)為N。,轉(zhuǎn)速的算法可以采用兩種算法。
1.1脈沖計(jì)數(shù)法
在單位時(shí)間內(nèi)對(duì)位置脈沖信號(hào)計(jì)數(shù),以獲得單位時(shí)間的轉(zhuǎn)角來計(jì)算速度。若時(shí)間間隔為采樣時(shí)間Ts,測量的脈沖數(shù)為M,則被測的速度由:
計(jì)算得到。采樣周期Ts由控制系統(tǒng)的性能決定,則轉(zhuǎn)速n與單位時(shí)間內(nèi)脈沖數(shù)成正比。
脈沖計(jì)數(shù)方法對(duì)轉(zhuǎn)速的測量可以通過如下的軟件流程完成,M由兩次采樣的差值獲得,即t=ksT,時(shí)刻的M值為:
式中:θ(k)為t=kTs時(shí)采用的位置信號(hào),具體的實(shí)現(xiàn)后文會(huì)有講述。
1.2脈沖周期法
測量位置信號(hào)一個(gè)周期的時(shí)間,以獲得固定角度的時(shí)間來計(jì)算速度。其中時(shí)間的測量可以通過微處理器的時(shí)鐘計(jì)數(shù)來獲得。若微處理器的時(shí)鐘頻率為fo,一個(gè)位置脈沖信號(hào)周期內(nèi)計(jì)數(shù)的時(shí)鐘數(shù)為m,則被測試的速度可由:
計(jì)算得到。當(dāng)微處理器的時(shí)鐘f0和脈沖數(shù)N0確定后,轉(zhuǎn)速n與脈沖周期內(nèi)時(shí)鐘數(shù)m成反比。
脈沖周期測量方法,可以用光電編碼器的信號(hào)A或者B對(duì)微處理器的定時(shí)器產(chǎn)生外部中斷來測量脈沖的寬度,再由式(2)計(jì)算獲得轉(zhuǎn)速。
1.3兩種測量方法的實(shí)現(xiàn)
在高速工業(yè)平縫機(jī)的硬件設(shè)計(jì)中,選用了基于ARM7內(nèi)核的LPC2138作為主控制器,利用LPC2138的外部捕獲功能,通過軟件編程,比較容易實(shí)現(xiàn)光電編碼器的脈沖信號(hào)捕獲來計(jì)算速度。LPC2138可以通過軟件配置其時(shí)鐘頻率,本設(shè)計(jì)中采用了12MHz的時(shí)鐘頻率。同時(shí)需要注意的是,為了保證電路的可靠性,光電編碼器的脈沖信號(hào)先經(jīng)過高速光耦隔離后再接入LPC2138的捕獲引腳。對(duì)于脈沖計(jì)數(shù)法,利用定時(shí)器定時(shí)中斷,在中斷處理程序里面讀取捕獲到的光電編碼器脈沖的數(shù)目,根據(jù)式(1)可以計(jì)算出速度。對(duì)于脈沖周期法,光電編碼器的脈沖信號(hào)會(huì)觸發(fā)處理器中斷,在相應(yīng)的中斷處理函數(shù)里面讀取定時(shí)器的寄存器的值,進(jìn)而根據(jù)式(2)可以計(jì)算到速度。
2兩種測量方法的精度分析
在使用增量式光電編碼盤構(gòu)成的直流無刷電機(jī)位置檢測系統(tǒng)中,位置的測量精度取決于光電編碼器在電機(jī)旋轉(zhuǎn)一周中輸出的脈沖數(shù),常見的輸出脈沖數(shù)有240,720,1024等,本設(shè)計(jì)采用輸出為720的光電編碼器。下面分析速度測量的精度。
2.1脈沖計(jì)數(shù)測量法的精度分析
在脈沖計(jì)數(shù)法的速度測量中,計(jì)數(shù)脈沖數(shù)M與采樣周期Ts,位置分辨率No相關(guān),當(dāng)計(jì)數(shù)脈沖從M變化到M+1時(shí),根據(jù)式(1),脈沖計(jì)數(shù)測量法的速度誤差為:
相對(duì)精度為:
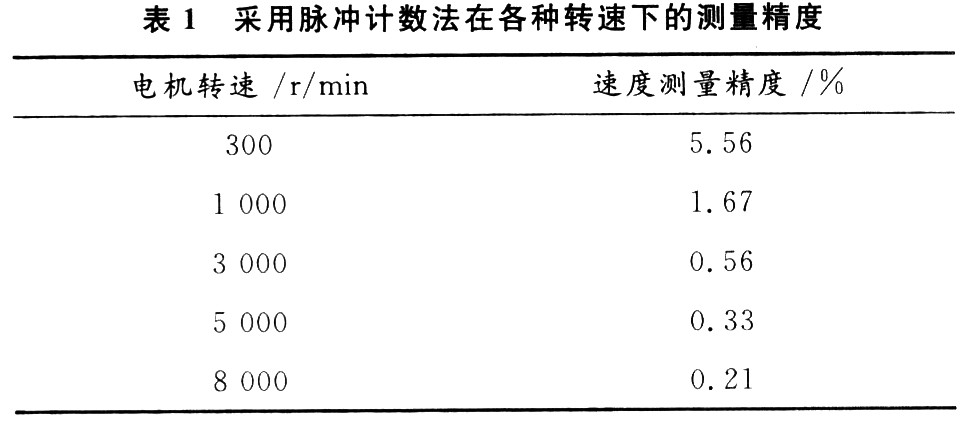
顯然,要提高轉(zhuǎn)速相對(duì)測量精度可以采用較大的采樣周期Ts,或者較高的位置分辨率,并且與電機(jī)的轉(zhuǎn)速n成反比。本系統(tǒng)的調(diào)速范圍為300~8000r/min,系統(tǒng)控制律設(shè)計(jì)的采樣周期Ts,為5ms,可以計(jì)算得到各種轉(zhuǎn)速時(shí)的測量精度,見表1。
表l中的數(shù)據(jù)表明,脈沖計(jì)數(shù)法在高轉(zhuǎn)速范圍內(nèi)精度較高。該方法適用于電機(jī)高速運(yùn)行中。
2.2脈沖周期測量法的精度分析
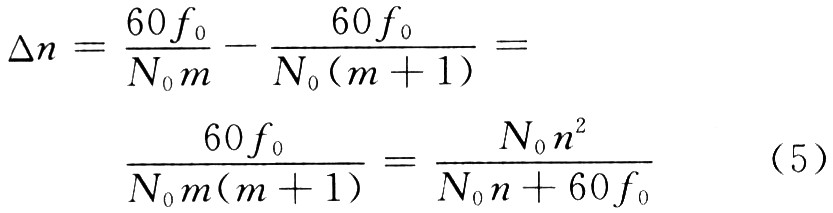
脈沖周期法由處理器的時(shí)鐘計(jì)數(shù),計(jì)數(shù)脈沖m與時(shí)鐘頻率f0、位置分辨率N0相關(guān),當(dāng)計(jì)數(shù)脈沖由m變化到m+1時(shí),根據(jù)式(2)脈沖測量法的誤差為:
得到相對(duì)速度精度為:
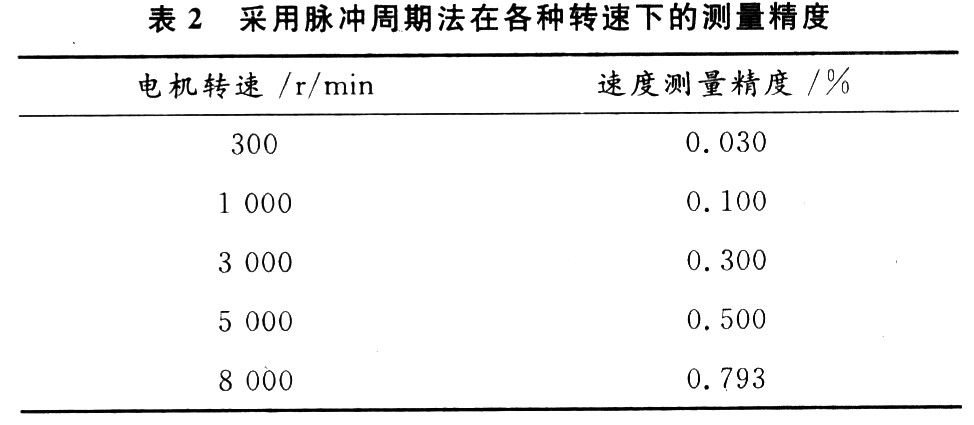
當(dāng)微處理器時(shí)鐘為,f0=12MHz,根據(jù)式(6)計(jì)算可以得到各種轉(zhuǎn)速時(shí)的測量精度見表2。
通過表2可以知道,脈沖周期法的測量方法在電機(jī)低速范圍內(nèi)測量精度較高,在高速情況下精度較差。同時(shí),在實(shí)際應(yīng)用中,采用脈沖周期測量法時(shí),是通過光電編碼器的輸出脈沖引起處理器中斷,如果在高速階段使用該方法,會(huì)導(dǎo)致處理器頻繁中斷,大量耗費(fèi)處理器時(shí)間。
3高速工業(yè)平縫機(jī)轉(zhuǎn)速測量方法
根據(jù)以上的精度分析,脈沖計(jì)數(shù)法用于高速范圍,而脈沖周期法適用于低速范圍。對(duì)于轉(zhuǎn)速范圍較大的調(diào)速系統(tǒng),采用以上的任一測速方法,都難以保全在全調(diào)速范圍內(nèi)有較高的測速精度,只有將兩種方法組合才能得到較理想的結(jié)果。
3.1轉(zhuǎn)速的組合測量方法
將No=720代入式(4),式(6),做出圖1的“精度/轉(zhuǎn)速(S/n)”曲線,圖中S代表精度,用百分?jǐn)?shù)表示,n代表轉(zhuǎn)速。圖中兩條曲線的交點(diǎn)為S0=0.4074,轉(zhuǎn)速為n0=4091r/min。
這表示當(dāng)n>n0,采用的脈沖計(jì)數(shù)法測速精度可以高于O.4074%;而當(dāng)n<n0時(shí),采用脈沖周期法時(shí)測速精度也能高于O.4074%。
所謂組合測速法即是當(dāng)轉(zhuǎn)速大于n0時(shí)使用脈沖計(jì)算法,而當(dāng)速度小于n0時(shí)使用脈沖周期法,保證整個(gè)轉(zhuǎn)速范圍內(nèi)測試精度高于S0。
3.2測量方法的切換
采用組合測量的方法需要在圖1的兩條曲線的交點(diǎn)處對(duì)速度測量進(jìn)行切換,但是在實(shí)際的編程過程中,考慮到在某些情況下,轉(zhuǎn)速可能會(huì)在n0處反復(fù)切換,這樣會(huì)導(dǎo)致測量方法頻繁切換,影響測量精度。因此在實(shí)際的編程過程中,采用的方式是設(shè)置了一個(gè)速度測量切換區(qū)域。
切換區(qū)域可以這樣設(shè)置,n2<n0<n1。根據(jù)需要,測量的精度必須小于0.5%,根據(jù)式(4),計(jì)算在n2=3600r/min時(shí),測量誤差為O.4629%;根據(jù)式(6),在n1=4400r/min時(shí),測量的誤差為0.4380%。因此實(shí)際的編程中,速度測量的切換是當(dāng)轉(zhuǎn)速從低速上升到4400r/min時(shí),測速方法轉(zhuǎn)換為脈沖計(jì)數(shù)法,而當(dāng)轉(zhuǎn)速從高速下降到3600r/min時(shí)轉(zhuǎn)換到脈沖周期法。這時(shí)全范圍的測速精度高于O.5%。
4結(jié)語
由于需要的停針控制,對(duì)高速工業(yè)平縫機(jī)的速度測量的精度要求較高,本文針對(duì)高速工業(yè)平縫機(jī)提出的速度測量方法,經(jīng)過實(shí)踐檢驗(yàn),證明了該方法的正確性和準(zhǔn)確性,能夠保證速度測量誤差小于O.5%,滿足系統(tǒng)控制律的需要。

 企業(yè)直播推薦
企業(yè)直播推薦視頻客戶現(xiàn)場")









不銹鋼邊墻軸流風(fēng)機(jī)報(bào)價(jià)
防爆射流風(fēng)機(jī)報(bào)價(jià)
型號(hào):YDF-B\YDF-C\SL\JLSL-C銷售管道離心風(fēng)機(jī)報(bào)價(jià)
低噪聲混流風(fēng)機(jī)報(bào)價(jià)
型號(hào):SWF-I-9供應(yīng)軸流風(fēng)機(jī)報(bào)價(jià)
型號(hào):T35/BT35/BFT35-11/FBT35型智能型溫控軸流風(fēng)機(jī)報(bào)價(jià)
型號(hào):ZTF-3F/ZS ZTF-4F/ZS ZTF-5銷售方形壁式軸流風(fēng)機(jī)報(bào)價(jià)
型號(hào):BXBDZ-4.0 BDFBZ-4.0銷售壁式軸流風(fēng)機(jī)報(bào)價(jià)